1. Fabrication d'une préforme
La technique MCVD (Modified Chemical Vapor Deposition ), utilisée au LPMC pour la fabrication de préforme est une des techniques de fabrication standard des fibres optiques en silice. Elle permet de fabriquer une grande variété de préformes.
Le principe de la MCVD consiste à déposer des réactifs d'une grande pureté sur la surface intérieure d'un tube substrat, puis de le rétreindre pour fermer le trou central, jusqu'à former un barreau plein. La phase de déposition est basée sur l'oxydation à haute température du SiCl4 et des autres composants, pour former un verre à haute composition de silice.
Les dimensions de la fibre résultante, son ouverture numérique (O.N), le profil du coeur, peuvent être adaptés simplement aux besoins en modifiant les processus de distribution des réactifs chimiques.
Pour réaliser ces opérations, un tube substrat d'un diamètre de l'ordre de 18 mm et d'une longueur d'environ 33 cm, est monté horizontalement sur un tour de verrier (dont les mords sont synchronisés). Il est chauffé localement à des températures de l'ordre de 1100°C au moyen d'un chalumeau propane en translation horizontale le long du tube. Le mandrin entraîne le tube substrat en rotation autour de son axe, à raison de quelques dizaines de tours par minute, afin d'assurer l'homogénéité du chauffage et de maintenir la symétrie cylindrique. Les réactifs sont stockés dans des bulleurs à l'état liquide (sous les conditions de pression de vapeur saturante : la quantité de gaz extrait dépend de la quantité d'oxygène apportée dans les bulleurs).
Nous disposons au laboratoire de bulleurs de GeCl4, SiCl4 et POCl3. En faisant circuler un flux d'O2, qui sert de gaz vecteur, on entraîne les composés chimiques en phase vapeur. Ce processus sert d'étape de purification des élements chimiques. Ils sont alors injectés, en quantité controlée, à une extrémité du tube. Le chalumeau parcourt le tube substrat d'amont en aval, créant un point chaud qui se déplace le long du tube. Sous l'effet de la chaleur, les réactifs subissent une réaction d'oxydation au niveau de la flamme. Des particules de verre, des « suies », apparaissent et se déposent en aval, sur la paroi du tube, et qui, sous l'action du chalumeau, se vitrifient: c'est le phase de dépôt.
On dépose autant de couches que nécessaire, en contrôlant avec précision le débit des réactifs grâce au flux d'oxygène envoyé dans les bulleurs, pour synthétiser la quantité souhaitée.
Les couches de gaines, d'une épaisseur de d'ordre de 10 µm sont déposées les premières, suivies des couches de coeur, environ 10 fois plus minces.
Une fois le dépôt terminé, le flux gazeux est interrompu et le rétreint qui transforme le tube de silice initialement utilisé en préforme, commence. Il est accompli en une dizaine de passes. Sous l'action du chalumeau, le tube est porté à une température supérieure à 1500°C. La viscosité de la silice diminue alors, et sous l'effet des tensions superficielles internes et externes du tube, le matériau subit un écoulement radial qui tend à epaissir les parois et donc à diminuer le diamètre du tube.
Le tube, lors du déplacement du chalumeau, subit un rétreint homogéne, jusqu'à ce que le trou central soit totalement réduit. On obtient donc une préforme de diamètre variable compris entre 8 et 15 mm.
2. Système de caractérisation de la préforme
L'analyseur de préforme P101
L'analyseur de préforme P101 permet d'obtenir un profil d'indice de réfraction de préformes de symétrie circulaire.
Il est réalisé par la firme britannique York Technology. Cette méthode est basée sur la relation que l'on peut établir entre la déflexion subie par un faisceau qui balaie transversalement une préforme et le profil d'indice des sections traversées. Ce profil d'indice peut être obtenu à différentes positions tout le long de la préforme et à des degrés de rotation différents. L'angle de sortie du faisceau est enregistré en fonction de la position radiale du point d'incidence du faisceau à l'entrée. Cette mesure est réitérée en tout point du diamètre de la préforme et permet de construire la fonction de déflexion correspondante . Le profil d' indice est ensuite calculé par intégration numérique.
De manière générale, l'analyseur P101 consiste à faire des mesures sur la préforme, et repose sur la méthode de filtrage spatial dynamique. Cette méthode est employée pour les préformes monomodes (pour une longueur d'onde de 1550 nm).
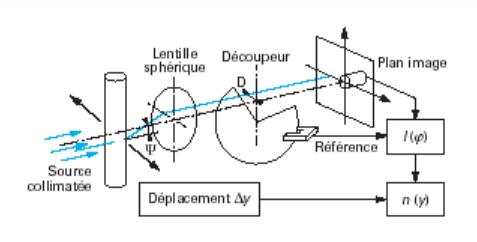
Explication du montage optique de l'analyseur (figure 6):
Un faisceau parallèle illumine toute la préforme et chaque rayon est déflechi d'un angle Ψ en fonction de sa position par rapport à l'axe de la préforme. Une lentille transforme cette déflexion angulaire en déplacement transverse sur le plan image. Un photodétecteur placé dans le plan image voit un signal alternatif crée par un hacheur placé dans le plan focal. La phase φ de ce signal dépend de la position D du rayon associé et donc de la déflexion qu'il a subit en traversant la préforme.
Un traitement mathématique à l'aide d'un logiciel adapté permet restitue le profil d'indice. Cette expérience permet donc d'avoir accés aux paramétres géométriques.
figure 6 : Montage optique de l'analyseur de préforme P101
La source lumineuse est une lampe à iode fixe. La préforme est placée dans une cuve à faces parallèles remplie d'un liquide d'indice adapté à celui de la silice de la gaine optique (n=1.4587 à 25°C), de sorte que seul le coeur joue un role dans la déflexion du faisceau (angle en fonction de l'indice). Les plans de la section à analyser et de la surface sensible du détecteur sont conjugués par une lentille. Le détecteur est centré sur l'axe optique, et n'intercepte que les rayons issus du point central du plan objet. La préforme est ensuite translatée pas à pas dans le plan objet, de sorte que tous les points d'un diamètre coincident tour à tour avec ce point central. La mesure de l'angle de déflexion est comme mentionné précedement réalisé par filtrage spatial. La résolution spatiale de la mesure est de l'ordre de 20µm. La résolution sur la valeur absolue de l'indice de refraction peut aller jusqu'à 5.10-4 pour les préformes de très bonne symétrie cylindrique.
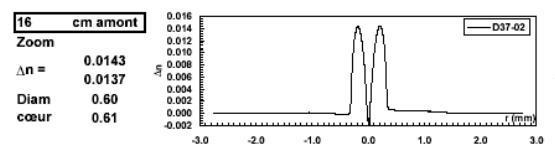
figure 7 : Exemple de profil d'indice
Sur ce profil d'indice, on différencie très nettement la gaine et le coeur de la préforme. En effet, les régions de la courbe où le profil d'indice est constant correspondent à la gaine et l'autre région caractérisée par une grande variation d'indice correspond au coeur ; on peut notamment y constater un trou d'indice dû à l'évaporation du germanium.
3. Etirage de la préforme
Une fois la préforme obtenue grâce au procédé MCVD précédemment décrit, l'étape suivante consiste à réaliser une fibre optique à partir de celle-ci. Cette opération est effectuée grâce à une tour de fibrage. Ce procédé nous permet d'obtenir une fibre d'un diamètre de 125µm.
Principe du fibrage
Dans un premier temps, la préforme est introduite dans le four (four résistif) afin de chauffer sa partie inférieure à une température proche de sa température de fusion (supérieure à 2200°C). La préforme commence à se ramollir et il se forme une goutte de silice. Cette dernière est entraînée par gravité, engendrant un fil de silice. Ensuite, la fibre pénètre dans un mesureur de diamètre (Zimmer), avant d'être enduite d'une résine de protection se trouvant dans le godet. Elle est immédiatement polymérisée par un rayonnement UV (four de polymérisation UV). Le diamètre extérieur de la fibre après revêtement est de l'ordre de 250 µm. On obtient ainsi la fibre optique, il reste à l'enrouler sur la recette précédée d'un cabestan. Ce dernier assure la traction et le guidage de la fibre et sa vitesse de rotation est assservie par un système de contrôle du diamètre.